In our previous article, we explored the different types of end mills, their materials, flute configurations, and how to select the right bit for your CNC machine. Now, it’s time to delve into four interrelated but distinct concepts that play a crucial role in CNC machining: spindle speed, cutting speed, feed rate, and chip load. While these terms are often used interchangeably by beginners, they refer to different aspects of the machining process. Understanding their differences and how they interact is essential to achieving optimal performance from your CNC machine, especially when selecting a spindle or programming cutting operations.
Spindle Speed - Rotational Motion
Spindle speed refers to how fast the CNC’s spindle rotates the cutting tool, measured in revolutions per minute (RPM). Think of it as how fast the cutting tool is spinning in place, whether it’s a drill bit, end mill, or router bit. It controls how many times per minute the tool completes a full rotation.
The spindle speed plays a crucial role in determining the quality of the cut, the lifespan of the tool, and the amount of heat generated during machining. If the spindle speed is too high, it can lead to material burning or premature tool wear. Conversely, too low of a spindle speed can result in inefficient cutting, causing tool chatter or rough finishes. Generally, higher spindle speeds are used for smaller bits and softer materials, while lower speeds are better suited for larger bits and harder materials like aluminum, where more torque is required.
Cutting Speed - Linear Movement
While spindle speed measures the rotations of the tool, cutting speed (sometimes called surface speed) refers to the linear velocity at which the cutting edge of the tool moves through the material. It’s the speed at which the tool “cuts” through the material at its outer edge and is measured in surface feet per minute (SFM) or meters per minute (MPM).
The cutting speed depends on various things including spindle speed, the cutting tool, and its diameter. Larger tools have more surface area moving through the material per rotation, so even with the same RPM, the cutting speed for a larger tool will be higher than for a smaller one. The spindle speed, cutting speed, and tool diameter are interrelated through the following formulas:

Tool Hardness Impacts Cutting Speed
When determining cutting speed, it’s crucial to factor in not only the material being machined but also the hardness of the cutting tool itself. The hardness of the tool significantly affects the recommended cutting speed, as harder tools can withstand faster cutting, while softer tools require slower speeds to prevent damage.
For example, carbide tools, known for their extreme hardness, can operate at much higher speeds and are ideal for machining tougher materials like aluminum or steel. In contrast, carbon steel tools, which are softer, require much lower speeds to avoid rapid wear or dulling. High-speed steel (HSS) falls between these two, allowing for moderate cutting speeds while providing a good balance of durability and cutting efficiency. Choosing the appropriate cutting speed based on the tool’s material is essential for ensuring efficient machining, optimal tool life, and high-quality results.
Machining Processes Impact Cutting Speed
Cutting speed is also highly dependent on the type of CNC operation being performed. Different machining processes like milling, drilling, engraving, or roughing require distinct cutting speeds to achieve the best results. For example, milling operations generally involve side-cutting, where the cutting tool’s edge engages the material at various points, requiring careful management of cutting speed to maintain a balance between surface finish and material removal rate. In contrast, drilling requires a lower cutting speed as the tool plunges directly into the material, placing greater stress on the cutting edge.
Engraving, which focuses on precision over material removal, often uses even lower cutting speeds to ensure that delicate features are not damaged and that the tool maintains control over fine details. Operations like roughing, which prioritize material removal over surface finish, tend to use higher cutting speeds to maximize efficiency, especially when dealing with softer materials.
Ultimately, cutting speed is influenced by many factors beyond just the material and tool. The specific CNC operation, tool geometry, tool material, and even machine capability all contribute to determining the optimal cutting speed. Because of these variables, there is no one-size-fits-all value for cutting speed, and careful adjustment is often required to suit the unique requirements of each project and operation. However, commonly accepted cutting speeds can be easily found online, based on years of experience and widely recorded data from machinists around the world.
Cutting Speed Reference (Milling, HSS End Mill)
The chart below provides a reliable reference for determining optimal cutting speeds when using high-speed steel (HSS) end mills across various materials. These values serve as a useful baseline to ensure efficient machining while preserving tool longevity. However, it’s important to remember that these figures are guidelines; real-world factors such as machine power, tool wear, coolant usage among many more factors influence actual cutting speeds respectively.
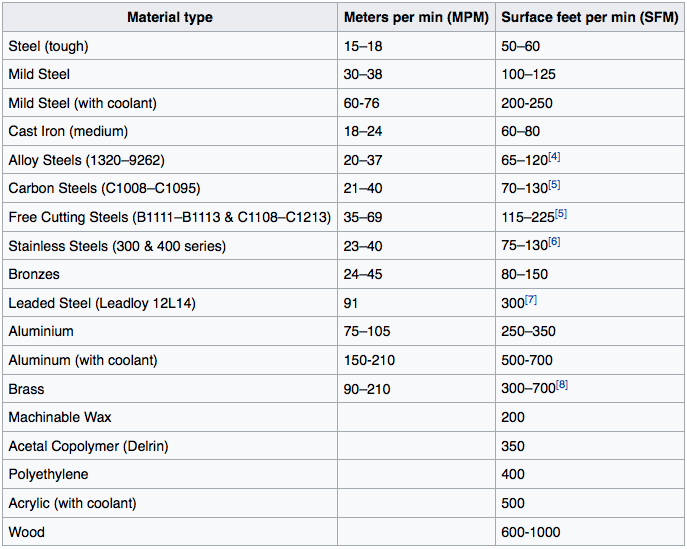
Cutting Speed: Steel
Steel, particularly tough and alloy steels, requires slower cutting speeds due to its hardness. As shown in the chart, tough steel typically operates at 50–60 surface feet per minute (SFM), with mild steel ranging between 100–250 SFM, depending on whether coolant is used. Slower cutting speeds are crucial for managing heat buildup and extending tool life, especially when machining harder steel grades like alloy steel or stainless steel.
Cutting Speed: Aluminum
Aluminum, on the other hand, can be machined at much higher cutting speeds, ranging from 250–350 SFM for dry machining, and up to 700 SFM when using coolant. Its softer nature allows for faster material removal, making it ideal for high-speed operations. However, when working at higher speeds, chip evacuation and tool cooling become critical factors to maintain surface finish quality and avoid tool wear.
Cutting Speed: Wood
Wood generally requires the highest cutting speeds, ranging from 600 to 1000 SFM. Due to its softer, fibrous structure, wood benefits from rapid cutting and efficient chip removal, which ensures smoother finishes. These higher speeds reduce the risk of tearing or burning the material, while also speeding up the overall machining process.
Feed Rate - Linear Movement
Feed rate is the rate at which the cutting tool advances through the material, usually measured in inches per minute (IPM) or millimeters per minute (mm/min). While cutting speed refers to the velocity at the tool’s edge, feed rate refers to how fast the machine pushes the tool along the X, Y, or Z axes. Think of feed rate as the “pushing speed” of the CNC tool through the material, dictating how fast the tool removes material. It’s particularly important when programming cuts because too fast of a feed rate can cause excessive tool wear or material tearing, while too slow of a feed rate can result in overheating and wasted time. The general formula to calculate the feed rate (in inches per minute) is:
This formula highlights the direct relationship between spindle speed, chip load, and the number of flutes on the cutting tool. By adjusting one of these variables, you can control the feed rate and adapt it to the material and cutting conditions.
While chip load is a target value used to calculate feed rate, you must also consider other factors like tool wear, surface finish, and machine rigidity. Pushing the feed rate too high—even with an optimal chip load—can lead to inaccuracies or excessive tool wear. Conversely, a low feed rate will reduce efficiency and potentially cause issues like chatter or burning.
Chip Load (Feed Per Tooth)
Chip load is a crucial factor in determining feed rate. It is essentially the thickness of the material removed by each cutting edge (flute) of the tool with each pass. Higher chip loads result in more aggressive cutting, which removes more material per pass but also requires higher rigidity and spindle power. On the other hand, lower chip loads create smaller chips, reducing the strain on the tool but potentially slowing down the material removal rate. Achieving the correct chip load for each material and operation type is crucial to derive an optimal feed rate for the job.
Below is a good guideline for chip load ranges based on varying tool sizes and for different materials. This data serves as a reliable reference for optimizing your feed rate and ensuring efficient cutting while prolonging tool life.


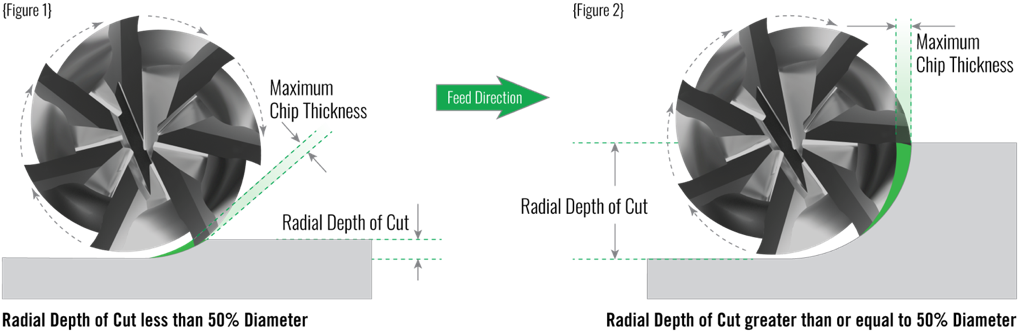
Radial Depth of Cut and Its Effect on Chip Load
The depth of cut also plays a significant role in chip load calculation. As a rule of thumb, the deeper the cut, the more stress on the cutting tool and the machine, which increases the chip load. Ideally, the depth of cut should not exceed 25% to 50% of the tool diameter for most operations, depending on the material being cut. For instance, if you are using a 1/4″ bit to cut through hardwood, the depth of cut could be limited to 1/8″ to ensure the tool doesn’t exceed its optimal chip load range. Shallower cuts can maintain better tool life and prevent excessive heat buildup. We will explore this topic in greater depth in an upcoming article, where we will dive into Material Removal Rate (MRR) and Axial Depth of Cut (ADOC), and how they influence machining performance and efficiency.
Difference Between Cutting Speed & Feed Rate
During my research, one of the most challenging concepts for me to grasp was the difference between cutting speed and feed rate. Both are linear measures of motion, with similar units (distance over time), and their descriptions often sound very alike. I spent countless days watching videos, reading articles, and digging through forums, trying to understand their distinction. Eventually, I realized that this confusion is shared by many beginner machinists. To help clarify this common misunderstanding, I’ve provided a simple analogy below that should make it easier to understand.
You see, cutting speed is a measure of how fast the cutting edge of the tool moves around the circumference of the bit. It’s the linear speed of the outer edge of the cutting tool as it rotates, regardless of how fast the tool is moving forward. Feed rate, on the other hand, is how fast the entire tool (or material) moves into the material as it cuts. It’s how fast the machine is pushing the tool forward.
Here’s an analogy: If you’re mowing the lawn, the cutting speed is how fast the blades are spinning on the mower. The feed rate is how fast you’re pushing the lawnmower forward. So, even if the blades (cutting edges) are spinning fast, you might be moving the mower (the whole tool) slowly forward, which makes the cutting speed fast but the feed rate slow. In the lawnmower analogy, spindle speed, like cutting speed is also how fast the blades are spinning, but is rather expressed in number of rotations rather than distance rotated by the blades. Imagine standing still with the lawnmower and revving the engine — the blades are spinning at a certain speed (spindle speed), but the mower isn’t moving forward.
Which decides what?
When it comes to CNC machining, one of the most frequently asked questions is: “What decides what?” Is cutting speed determined by spindle speed, or does the spindle speed dictate cutting speed? Similarly, does chip load influence feed rate, or is it the other way around? These relationships can often be confusing, especially for beginners, and understanding the hierarchy between these factors is crucial for optimizing your machining process.
Spindle Speed vs Cutting Speed
Ultimately, while spindle speed plays an important role, it is the cutting speed that governs it. When selecting a spindle for your CNC machine, cutting speed is one of the most decisive factors because it directly impacts the material’s machinability, the surface finish quality, and the longevity of both the tool and the machine. The process starts with determining the optimal cutting speed for the material you plan to work with, which can be found in machinist’s charts or recommended guidelines based on material properties. This is essential because different materials—whether it’s wood, aluminum, or steel—each have their own ideal cutting speeds to ensure precision without causing damage to the tool or the work piece.
Once the cutting speed is identified, the next step is to calculate the spindle speed. This is a crucial calculation because it determines how fast your spindle needs to rotate to achieve that cutting speed, given the diameter of the cutting tool you are using. For example, a larger tool will require a slower spindle speed, whereas a smaller tool can handle higher RPMs. It’s essential to ensure that your CNC machine’s spindle is capable of reaching the required speeds without compromising on torque or stability.
Feed Rate vs Chip Load
A similar question often arises around chip load and feed rate. In this scenario, the chip load is the key factor that dictates the feed rate. Once the ideal chip load is determined based on the material and tool being used, the feed rate is then adjusted to ensure efficient cutting and optimal chip evacuation. This relationship is essential because if the feed rate doesn’t match the chip load, it can lead to problems like poor surface finishes, excessive tool wear, or even material damage.
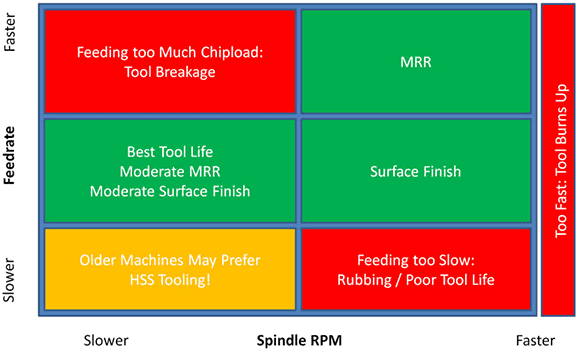
Balancing Spindle Speed & Feed Rate
The relationship between spindle speed and feed rate is one that often requires fine-tuning through experimentation and real-time observation. While calculations and charts offer a strong starting point, the actual balance between these two factors is influenced by the unique characteristics of your CNC machine, the material being cut, and the tools being used.
Experimentation is crucial in finding that balance. For example, you may begin with the recommended spindle speed and feed rate, but it’s only through test runs that you’ll truly understand how your machine performs with specific materials and bits. Observing the results is key—watching for signs like overheating, burning, or a rough surface finish.
Understanding your own machine’s capabilities plays a significant role as well. Machines vary in terms of rigidity, spindle power, and overall precision, which affects how aggressive you can be with your feed rate and spindle speed. Similarly, different bits are optimized for different conditions. The type of bit you’re using, whether it’s an upcut, downcut, or specific flute type, will also influence how you need to balance feed rate and spindle speed.
Ultimately, finding the right balance between spindle speed and feed rate is an ongoing process of refinement and experience, allowing you to optimize performance and achieve the desired finish in your projects. A smooth, clean finish usually indicates that you’ve found the right balance. Conversely, burn marks or overly rough finishes signal a need to adjust either the spindle speed or feed rate.
Key Takeaways
- Cutting Speed Decides Spindle Speed: Cutting speed, determined by material and tool diameter, is the key factor that dictates spindle speed.
- Cutting Speed vs. Feed Rate—They’re Different: Although both cutting speed and feed rate are linear measures, they are distinct. Cutting speed refers to how fast the spindle rotates to cut the material, while feed rate is how fast the spindle is moved through the material.
- Chip Load Decides Feed Rate: Chip load, which represents the amount of material removed per tooth of the cutting tool, determines the feed rate. Once you establish the correct chip load for your material and tool, the feed rate is adjusted to ensure smooth, accurate cuts.
- No Perfect Chart of Values: There isn’t a one-size-fits-all chart for spindle speed, cutting speed, feed rate, or chip loads. Various factors such as material type, tool size, and machine capabilities must be taken into account. Each project requires adjustments for optimal results.
- Choosing the Right Spindle: Selecting the right spindle is essential for achieving the required spindle speed and torque for your project. The spindle must be capable of delivering the correct RPM for the tool size, and the right feed rate for the material.