This is the final conceptual article in our spindle-focused series, aimed to bridge the knowledge gap needed for making an informed spindle selection – and I hope to keep it very short. Despite being somewhat of an advanced topic, and seemingly arbritary to discuss before building a CNC , I believe it lays the foundation for more confident and in-depth discussions about spindles in future stages of the project.
Milling operations are at the core of CNC machining, offering a wide range of techniques to shape materials into precise, functional components. These operations vary in complexity, material removal rates, and power demands, making it essential to understand each type to optimize your CNC projects. In this guide, we will walk through some of the most common milling operations, explain their specific uses, and highlight the factors that influence the power demands of the spindle. I hope that by the end of this article, you’ll have enough prerequisite knowledge to comfortably move into the next step—using milling conditions and cutting scenarios to justify spindle selection through a calculative approach.
What is a Milling Operation?
Milling is a core CNC machining process where rotating cutting tools, such as end mills, remove material from a workpiece. This operation is essential for creating precise shapes, contours, and features in a variety of materials. Whether you’re working with softwoods or harder metals, milling allows you to cut, engrave, drill, or shape components to exact specifications. It is highly versatile and can range from light tasks like engraving to more demanding operations like deep pocketing.
When it comes to spindle selection, milling operations play a crucial role. Different types of milling tasks place varying levels of demand on the spindle in terms of power, speed, and torque. Heavy material removal processes, like roughing or slotting, require more spindle power and rigidity, while delicate operations like engraving need fine control but less power.
Testing a spindle’s ability to perform a variety of milling operations helps gauge its suitability for your specific CNC requirements. For example, if you plan to engage in aggressive cutting tasks, you’ll need a spindle capable of handling the power and speed requirements of that operation. Conversely, for precision tasks, selecting a spindle that allows for subtle adjustments in speed and torque is more critical. By understanding how the spindle performs across different operations, you can make informed decisions on which spindle size and specifications will best suit your CNC project’s scope and complexity.
Milling Operations & Their Impact on Spindle Power Usage
When selecting the right spindle size for your CNC machine, understanding how different milling operations affect spindle power usage is crucial. Various types of milling operations place different demands on the spindle in terms of power, torque, and cutting force. Below, we’ll explore several common milling operations, from less demanding to the most power-intensive, and discuss how to use this understanding to better our spindle selection.
Engraving: Lower Power Requirement
Engraving is one of the least demanding operations, involving minimal material removal and shallow cuts. It uses small end mills and focuses on fine details like text or patterns. As a result, spindle power usage is quite low, making it suitable for softer materials and smaller, precision-focused CNC builds. A low-power spindle of 0.5kW–1.5kW is often sufficient for this type of work.


Facing: Moderate Power Requirement
Facing, especially in CNC setups, is often used for spoilboard surfacing, where the top surface of the spoilboard is flattened to ensure it remains perfectly level. This process is similar to planing in woodworking, but tailored for CNC machines. It involves removing a thin layer from a large surface area, which engages more of the cutting tool. Although facing covers a broader area than operations like engraving, it still typically maintains shallow depths of cut, making it moderate in terms of power demands. Mid-range spindles (1.5kW–2.2kW) are generally suitable for this operation, especially when working with harder materials like aluminum or hardwood, where a balance between power and precision is key.

Pocketing – Moderate to High Power Requirement
Pocketing, which removes material to create cavities, introduces more significant power requirements as both the Axial Depth of Cut (ADOC) and Radial Depth of Cut (RDOC) can be deeper depending on the project. This operation involves a larger portion of the tool engaging the material, increasing the load on the spindle. Power demands rise, particularly in hard materials, and spindles in the 2.2kW–3.5kW range are typically required for this type of operation.
Profiling – Moderate to High Power Requirement
Profiling, or cutting along the edges of a workpiece to shape it, demands varying levels of power based on the depth and width of the cut. It’s a versatile operation, often requiring moderate to high spindle power depending on the material. This is where mid- to high-power spindles are commonly used, as precision contouring through harder materials benefits from increased spindle torque.

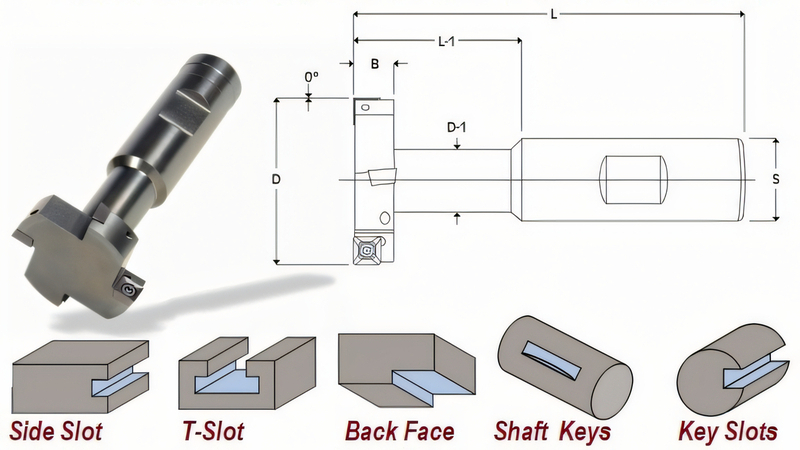
Side Milling – High Power Requirement
Side milling engages a large portion of the material, requiring spindle power typically above 2.2kW. This operation uses cutters to remove material along the side of the workpiece, making it ideal for creating vertical walls or slots. The extended tool contact with the material generates high forces, especially in tougher materials, making it a higher-power-demand operation.
Plunging – High Power Requirement
Plunging is much more demanding than the previous operations because it involves driving the end mill vertically into the material, with the full diameter of the tool engaged in the cut. This operation creates significant cutting forces, and the spindle needs to handle the full load during the plunge. High-power spindles (2.2kW–3.5kW) are often necessary for plunging operations, particularly in harder materials like aluminum or steel.
Slotting – Very High Power Requirement
Slotting is one of the most power-intensive milling operations because the entire width of the cutting tool is engaged with the material. This operation generates significant cutting forces and requires the spindle to maintain high torque and RPM throughout the cut. Slotting demands maximum performance from the spindle due to the heavy load on the tool and the constant removal of material along the entire cutting path.
Up Milling vs. Down Milling
In milling operations, the choice between up milling (conventional milling) and down milling (climb milling) plays a critical role in determining the quality of the cut, the efficiency of material removal, and the overall performance of the CNC machine. Both techniques offer distinct advantages and disadvantages, depending on the machine setup, material type, and desired surface finish.
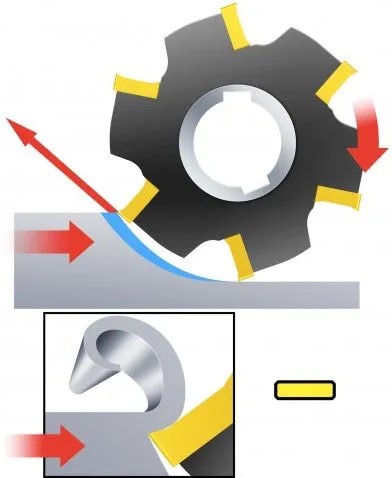
In up milling, the cutting tool rotates against the direction of the feed, which means the tool starts cutting from the bottom of the workpiece and moves upwards. As the cutter engages, the chip thickness increases gradually from zero. This slower engagement of the tool reduces the impact on the cutting edges, making up milling more suited for older or less rigid machines. However, the method comes with its disadvantages, such as increased cutting forces, higher friction, and heat generation. These factors often result in a rougher surface finish and a need for stronger fixturing to hold the workpiece in place.
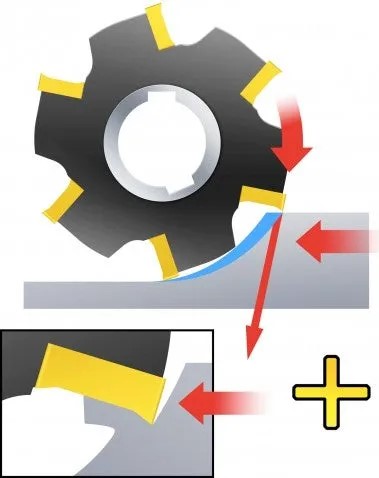
In contrast, down milling involves the tool rotating in the same direction as the feed. Here, the tool engages the workpiece at the top, cutting downwards. The chip thickness is thickest at the beginning of the cut and decreases as the tool moves through the material. Down milling offers several advantages, including reduced cutting forces and lower friction, which lead to better tool life and an improved surface finish. One of the primary benefits of down milling is that it pushes the workpiece into the machine table, enhancing stability and reducing the risk of workpiece movement. This also results in superior chip evacuation, preventing the re-cutting of chips and ensuring smoother cuts.
Despite the benefits of down milling, it does have some limitations. Down milling is most effective on modern CNC machines with minimal backlash, as machines with high backlash can experience instability during the process. Additionally, down milling works best when the machine is rigid and capable of handling the downward forces exerted on the workpiece. In comparison, up milling is often chosen for older equipment or setups that are less rigid because it doesn’t require as much machine precision, even though it requires more robust workholding.
The key differences between these milling methods are related to the cutting force direction, chip formation, and surface finish quality. In up milling, chips form from thin to thick, and the process tends to pull the workpiece upwards, requiring more fixturing. In down milling, chips form from thick to thin, with cutting forces pushing the workpiece down, leading to better surface stability and cutting efficiency. Down milling is generally preferred for precision work and smoother finishes, while up milling remains suitable for heavier, roughing cuts or for older machinery that cannot handle the precision needed for down milling. The choice between the two methods ultimately depends on the machine’s rigidity, material type, and the desired surface quality of the final product.
Best Practices for Optimal Slot Milling
Since slot milling is one of the most power-intensive operations due to the full engagement of the cutting tool, it’s important to follow specific techniques to achieve efficient, precise results while minimizing wear and tear on both the tool and spindle. Here are some best practices to enhance your slot milling process:
Choose the Right End Mill
Choosing the correct end mill for your slot milling operation is crucial for achieving optimal performance and chip evacuation. While 2-flute or 3-flute end mills are typically preferred for this type of operation due to their superior chip clearance, that is not always the case. Refer to my comprehensive article on selecting the right end mill based on material and use case. This will guide you in selecting the best tool for your specific material and milling requirements.
Ramp Down Instead of Radial Entry
When starting a slot milling operation, it’s crucial to avoid overloading the tool at the entry point. Rather than engaging the tool fully at once, which can cause excessive vibrations or even tool failure, a ramp-down entry is recommended. This approach gradually introduces the tool into the material, reducing stress on both the spindle and the cutter. Typically, a ramp angle of at least 45 degrees is enough to ensure a smooth transition, but for harder materials or deep slots, machinists may opt for a ramp angle as steep as 180 degrees (axial entry). This method ensures that the cutting tool is not subjected to sudden force, preserving both tool life and machine stability.
Down Milling for Better Stability
Whenever possible, down milling (also known as climb milling) is preferable for slot milling operations. This approach offers better stability and enhanced chip evacuation compared to conventional milling (up milling). However, the setup needs to be sturdy enough to handle the loading pattern of down milling. Down milling minimizes the risk of workpiece deflection and tool wear, making it the better choice for precision cuts, particularly in harder materials or deeper slots.
Prefer Larger Cutter Diameters
For deep slot milling operations, tool stability is a major concern, particularly when the tool’s overhang increases. A larger cutter diameter provides greater strength and reduces the likelihood of tool deflection. In some cases, tools made of more rigid materials are also an option to improve stability. However, many slot milling operations involve narrow, deep slots where larger tools are not always feasible. In such scenarios, optimizing feed rates and making use of multiple passes becomes even more critical.
Toolpath Techniques for Slot Milling
Efficient toolpath planning can significantly enhance the performance of slot milling operations. While conventional toolpaths involve straight cuts along the slot’s axis, which can cause high vibrations and heat generation, alternative methods like trochoidal milling offer more stability. Trochoidal milling reduces radial cutting forces, leaves space for effective chip evacuation, and allows the cutting edges to cool between engagements. Though it requires more complex programming, trochoidal toolpaths are particularly beneficial for machining harder materials and performing deep cuts.

Key Takeaways
- Spindle Selection and Milling Operations: Understanding the relationship between spindle power and various milling operations is crucial for making an informed spindle selection for your CNC machine. Milling operations such as slotting, plunging, pocketing, and profiling place different demands on the spindle in terms of power, torque, and cutting force.
- Importance of Power: Higher power spindles are generally needed for operations like slotting and plunging, which engage the entire width of the cutting tool and require high torque and RPM to handle significant cutting forces. Lower power spindles can handle lighter operations such as engraving and facing.
- Ramp Entry and Chip Evacuation: Proper techniques like ramp-down entry and chip evacuation are essential in slot milling to reduce tool wear and avoid machine damage. Efficient chip removal also ensures optimal performance and surface finish.
- Down Milling for Slotting: Down milling is often preferred for slotting due to its superior chip evacuation and reduced tool wear, but it requires a sturdy machine setup to handle the forces involved.
- Toolpath Optimization: Advanced toolpath techniques like trochoidal milling can improve slot milling by reducing cutting forces, allowing for efficient chip evacuation, and maintaining tool longevity, especially in harder materials.